Tento článok sa zameriava na praktické pokyny na technickej úrovni pre kardanové hriadele (U-kĺbové hriadele). Zahŕňa definície, výber konfigurácie, vzorce pre dimenzovanie, odporúčania týkajúce sa materiálu a tepelného spracovania, postupy montáže a fázovania, kontrolné zoznamy kontrol, bežné režimy porúch a tolerancie dokončovania/výroby – všetko napísané tak, aby to mohol priamo použiť konštruktér alebo technik údržby.
Čo je to kardanový hriadeľ a kedy ho použiť
Univerzálny kĺbový hriadeľ prenáša krútiaci moment medzi nekolineárnymi hriadeľmi pomocou jedného alebo viacerých univerzálnych (hookeovských) kĺbov. Na rozdiel od kĺbov s konštantnou rýchlosťou umožňuje základný U-kĺb uhlové vychýlenie, ale pri samostatnom použití spôsobuje kolísanie rýchlosti. Použite hriadele s U-kĺbom tam, kde:
- Uhlové vychýlenie je mierne (zvyčajne do 25–30° na kĺb pre vysokovýkonné konštrukcie).
- Prioritami sú jednoduchosť, cena a jednoduchá údržba.
- Systém môže akceptovať kolísanie rýchlosti alebo použiť párové (dvojité) U-kĺby na jeho zrušenie.
Typy a konfigurácie kĺbových hriadeľov
Jednoduché vs. dvojité (kardanové) hriadele s U-kĺbom
Jediný U-kĺb prenáša krútiaci moment medzi nesprávne vyrovnanými hriadeľmi, ale zavádza nerovnomernú uhlovú rýchlosť. Správne sfázovaný dvojitý U-kĺb (dva U-kĺby so stredovým hriadeľom) ruší zmeny rýchlosti, ak oba kĺby fungujú v rovnakých uhloch a sú správne fázované – toto je najbežnejšie riešenie v aplikáciách hnacieho ústrojenstva.
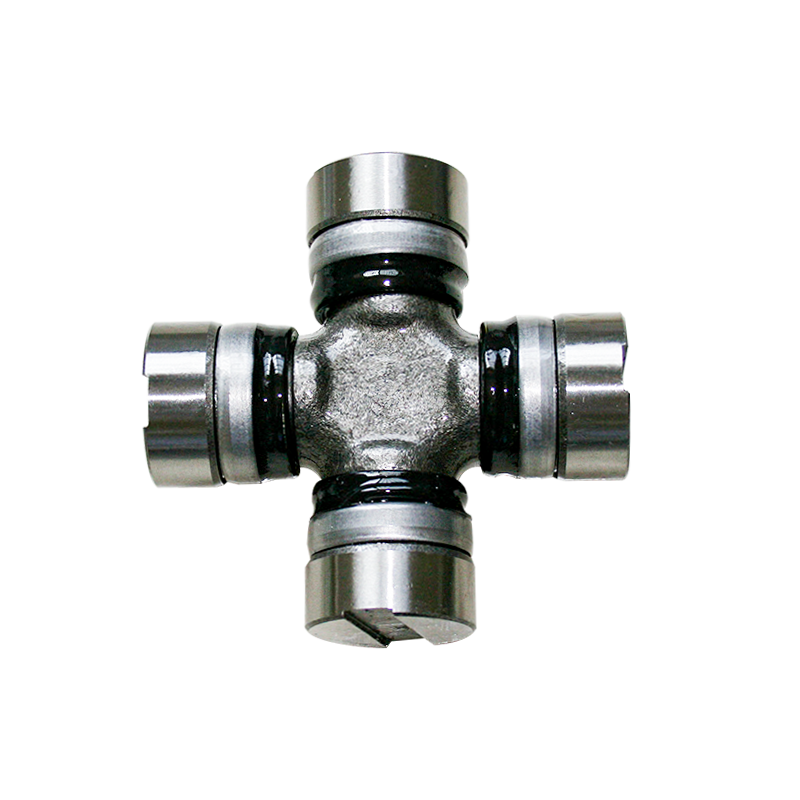
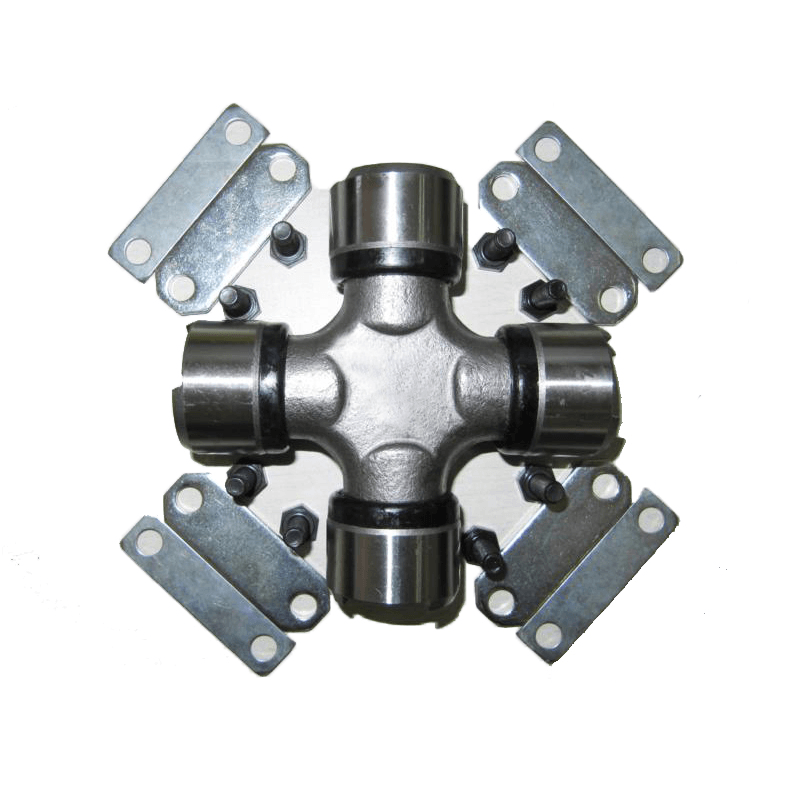
Krížové ložisko (štyri skrutky) vs. statív a hybridy s konštantnou rýchlosťou
Krížové ložiskové kĺby (s ihlovým ložiskovým krížom) sú kompaktné a robustné pre veľké radiálne zaťaženie. Kĺby v štýle statívu alebo CV-hybridné kĺby znižujú vibrácie pri vyšších uhloch, sú však zložitejšie a nákladnejšie. Vyberte si na základe požadovaného nesúosovosti, pracovného cyklu, prístupu k mazaniu a potrieb dynamického vyváženia.
Princípy dizajnu a veľkosti (praktické vzorce)
Základný výber krútiaceho momentu a priemeru hriadeľa
Začnite s prenášaným krútiacim momentom. Ak poznáte výkon (HP) a rýchlosť hriadeľa (RPM):
- Krútiaci moment (lb·ft) = (HP × 5252) / ot./min.
- Pre metrické jednotky: Krútiaci moment (N·m) = (HP × 745,7) / (2π × RPM/60) – jednoduchšie previesť HP na kW a použiť T (N·m) = (kW × 9550) / RPM.
Keď je známy krútiaci moment (T), určte požadovaný modul prierezu hriadeľa a priemer pomocou prípustného šmykového napätia (τ_allow). Pre pevný kruhový hriadeľ pri krútení:
- Polárny moment J = π·d⁴ / 32
- Šmykové napätie τ = T·c / J = (16·T) / (π·d³)
- Zmeňte usporiadanie na riešenie pre d: d ≥ ( (16·T) / (π·τ_allow) )^(1/3)
Použite bezpečnostný faktor vhodný pre danú aplikáciu: typické únavové/rotujúce hriadele používajú 1,5–3,0 v závislosti od rázového zaťaženia a neznámych pracovných cyklov. V prípade hriadeľov s perom alebo drážkou zohľadnite koncentrácie napätia a podľa toho znížte prípustné napätie.
Výber materiálu, tepelné spracovanie a povrchové úpravy
Bežné materiály a úpravy hriadeľov s U-kĺbom:
- Stredne uhlíkové ocele (AISI 1045/EN C45): dobrá obrobiteľnosť; vhodné pre mierne zaťaženie po uvoľnení napätia alebo vytvrdnutí povrchu.
- Legované ocele (4140/42CrMo): preferované pre aplikácie s vyšším krútiacim momentom/únavou; priebežne kalené alebo kalené a popúšťané na > 800–1000 MPa podľa potreby.
- Povrchové tvrdenie (nauhličovanie alebo nitridovanie) pre drážky alebo čapy na zlepšenie opotrebovania pri zachovaní húževnatého jadra.
- Povrchová úprava: Ra ≤ 0,8 µm odporúčaná na ložiskových čapoch; Leštené sedlá ložísk predlžujú životnosť ihlových ložísk.
Limity montáže, fázovania, vyváženia a hádzania
Pravidlá fázovania (aby sa zabránilo vibráciám)
Pri použití dvoch U-kĺbov v sérii musia mať oba kĺby rovnaké pracovné uhly a musia byť fázované o 180° (orientované strmá), aby sa eliminovalo kolísanie rýchlosti hnaného hriadeľa. Prakticky:
- Vizuálne rozložte uši jarma a označte ich; nainštalujte tak, aby boli značky príruby/strma zarovnané v špecifikovanej fáze.
- Potvrďte rovnaké uhly pomocou uhlomeru; nerovnaké uhly vytvárajú zvyškové vibrácie úmerné rozdielu.
Dynamické vyváženie a hádzanie
Hriadele s U-kĺbmi a stredovými časťami by mali byť dynamicky vyvážené, ak prevádzkové otáčky prekročia typické voľnobežné otáčky motora alebo ak je tolerancia vibrácií nízka. Cieľové tolerancie hádzania a vyváženia:
- Celkové indikované hádzanie (TIR) na ložiskových čapoch: ≤ 0,05 mm pre vysokorýchlostné hnacie ústrojenstvo.
- Dynamické vyváženie podľa ISO 1940/1 Grade G16 alebo lepšie pre automobilové aplikácie; ťažšie rotačné zariadenia môžu vyžadovať G6.3–G2.5.
Kontrolný zoznam kontroly, mazania a údržby
Pravidelné kontroly výrazne predlžujú životnosť. Počas plánovanej údržby použite nasledujúci praktický kontrolný zoznam:
- Vizuálna kontrola odľahčenia strmeňa, priečnych čapu a tesnení z hľadiska ryhovania, korózie alebo úniku tuku.
- Skontrolujte vôľu ložiska: axiálna alebo radiálna vôľa presahujúca toleranciu výrobcu indikuje opotrebovanie ložiska; merajte číselníkom.
- Intervaly mazania: premažte ihlové ložiská počas pracovného cyklu (zvyčajne každých 50–200 hodín) použitím kompatibilného maziva triedy NLGI a ložiskového tuku.
- Skontrolujte hluk a vibrácie pri zaťažení – náhly nástup naznačuje kolaps ložiska, krížové zlyhanie alebo nesprávne fázovanie.
Bežné spôsoby zlyhania a hlavné príčiny
Rozpoznanie režimu zlyhania pomáha predpísať správnu opravu:
- Predčasné opotrebovanie ihlového ložiska – zvyčajne v dôsledku nedostatočného mazania, znečisteného maziva alebo nesprávneho vyrovnania.
- Krížový/čapový lom – vysoké nárazové zaťaženie alebo nesprávne materiálové/tepelné spracovanie; skúmať známky únavy na povrchu lomu vs.
- Deformácia strmeňa U-kĺbu — nadmerný ohybový moment v dôsledku nesprávnej podpory alebo poddimenzovaného hriadeľa.
Výrobné tolerancie, kontroly kvality a testovanie
Kľúčové rozmery a opatrenia kontroly kvality, ktoré je potrebné zahrnúť do výrobných plánov:
- Priemery čapov ±0,01–0,03 mm v závislosti od uloženia ložiska (lisované vs. klzné uloženie).
- Tolerancie drážkovaných alebo profilovaných sekcií podľa použitej normy ISO/RM; kontrola pre hádzanie a sústrednosť ≤ 0,05 mm.
- Vykonajte kontroly tvrdosti po tepelnom spracovaní (napr. tvrdosť jadra a hĺbka puzdra pre nauhličované diely).
- Funkčný test na konci linky: otáčajte sa pri zaťažení pri prevádzkovej rýchlosti, aby ste zistili vibrácie, hluk alebo únik oleja/tuku.
Kontrolný zoznam výberu a tabuľka rýchlych referencií
Pred dokončením návrhu hriadeľa alebo objednaním náhradných dielov použite kontrolný zoznam uvedený nižšie:
- Potvrďte trvalý a špičkový krútiaci moment, rozsah otáčok a prevádzkové uhly.
- Rozhodnite sa o usporiadaní jednoduchého alebo dvojitého kĺbu na základe uhla a požiadavky na konštantnú rýchlosť.
- Špecifikujte materiál, tepelné spracovanie a povrchovú úpravu pre čapy a drážky.
- Do nákupného výkresu zahrňte špecifikáciu vyváženia a limity nábehu.
| Aplikácia | Typický materiál hriadeľa | Navrhnite uzlové body |
| Ľahké stroje (≤ 5 kW) | 1045 / C45 | Jednoduchý U-kĺb, periodické mazanie |
| Stredná záťaž (5–100 kW) | 4140 / 42CrMo (QT) | Odporúča sa dvojitý U-kĺb, vyváženie do G16 |
| Ťažké / automobilové | Legovaná oceľ, cementované čapy | Nitridované/tvrdené čapy, vyváženie na G6.3 alebo lepšie |
Poznámka na záver: vždy si pozrite katalógové listy U-kĺbov špecifické pre výrobcu pre drážkové uloženia, typy ihlových ložísk a kompatibilitu maziva. Vyššie uvedené vzorce a tolerancie sú osvedčenými východiskovými bodmi – prispôsobte ich konkrétnemu pracovnému cyklu, podmienkam prostredia (korozívna alebo vysokoteplotná prevádzka) a bezpečnostným požiadavkám vášho projektu.

 中文简体
中文简体














Kontaktuj nás